服务热线
13222228803
服务热线
13222228803
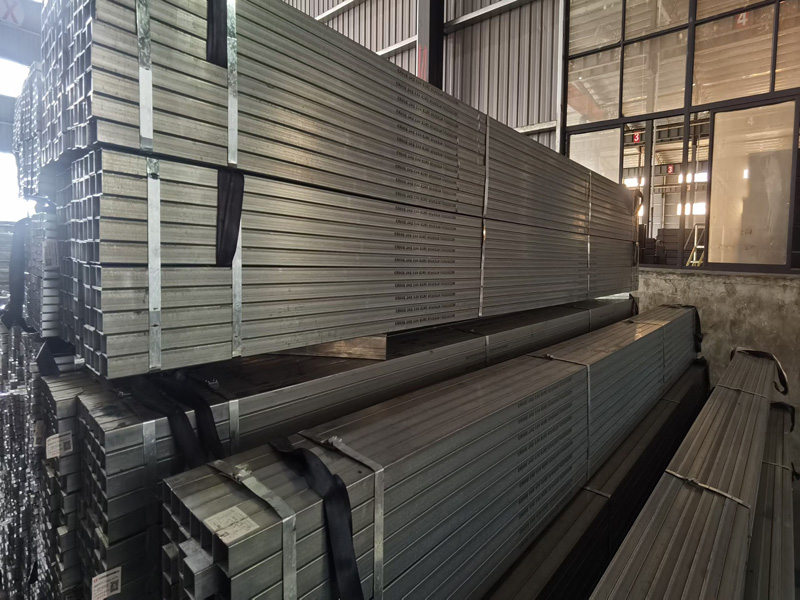
方管是一种空心方形的截面轻型薄壁钢管,也称为钢制冷弯型材。它是以Q235热轧或冷轧带钢或卷板为母材经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的型钢。综合力学性能好,焊接性,冷,热加工性能和耐腐蚀性能均好,具有良好的低温韧性。那么苏州方管焊接时需要注意的方面有哪些呢?下面我们一起来了解一下吧。

从焊接变形理论可知,影响焊接变形大小的主要因素是:焊缝尺寸越大,熔敷金属越多,变形越大;焊缝尺寸相等时,焊缝热输入越大,造成的变形也越大;焊接大长焊缝时,分段比直通焊变形要小;焊缝布置不对称或虽布置对称但不对称焊接,焊缝部位偏离越严重,变形越大;构件刚性越小,变形越大。
焊接规范通过工艺试验和工艺分析,确定方管对接焊缝采用双层 CO2气体保护焊。焊接材料用 H08Mn2SiA, 1.2mm焊丝;保护气体为纯CO2气体。一层焊缝的焊接电流为200~250A,二层为240~320A;电弧电压为24~26V。工艺要求是:一层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。
焊接顺序为减少变形,矩形对接焊的焊接顺序应按以下原则:采取由中间向两边分层分段对称跳焊,产生的焊接变形比直通焊小,有利于应力的分散和释放,避免在焊件中产生复杂的应力。直通摆动焊时,焊接开始所形成的较窄的塑性变形区只出现一次,而且由于连续摆动焊接,热输入量大,受热面积大,被压缩造成的塑性变形区域大,因而焊后收缩变形很大。
分层分段跳焊时,每一层截面都很小,所需热量就小,且每一层又分若干段进行跳焊,每焊一段基本上都是在冷钢板上重新建立一次温度场,每次都出现一个较窄的塑性变形区,因而塑性变形区的平均宽度 (即横向收缩的尺寸)要比相应分层直通焊小,纵向收缩也小,比起直通连续一次填满的摆动焊接变形就更小。
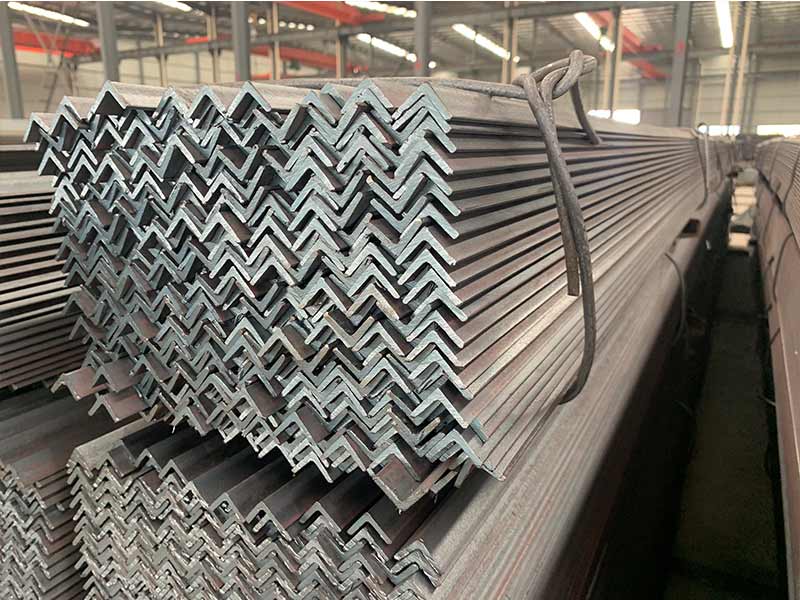
以上就是小编整理的关于方管焊接工艺方面的知识分享了,按焊缝分可以分为直缝焊方管、螺旋焊方管。我司专业生产和销售各种规格和型号的槽钢,方管,冲孔角钢,槽钢,H型钢,镀铝镁锌等钢材,库存充足,保质保量,可当天发货,实时报价,欢迎来电咨询。
周总
13222228803
0512-57625330